The History of Bong
What are the actual historical roots of this widespread tool? First, let's see where its name comes from: "bong". For...
Read moreWhat are the actual historical roots of this widespread tool? First, let's see where its name comes from: "bong". For...
Read more
From neurological disorders to digestive issues, cannabis can potentially provide an organic alternative to an industry dominated by synthetic pharmaceuticals....

Bongs, chillums, dabbers, and vaporizers. We have invented increasingly imaginative ways to enjoy cannabis in the most original and healthy...

Here you can find a selection of cannabis scientific studies published in the latest month. Each article is correlated with a short abstract describing...

For decades, there were only two ways to enjoy cannabis. Smoking was a standard classic, but eating it was a...

Humanity experiences over 3,000,000 deaths per year worldwide due to Alcohol. This translates to 5.3% of all deaths on the...

Cannabis Extraction methods have been the focal point of innovations since the discovery of Cannabinoids. The job of building extraction...

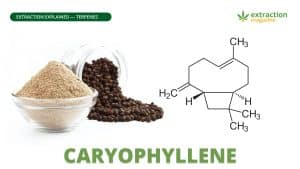
The food and drug market is full of products that are almost the same, but actually have major differences in...

It is well-known that the plant kingdom is the major source of remedies against illnesses. Over the centuries, new methods...